
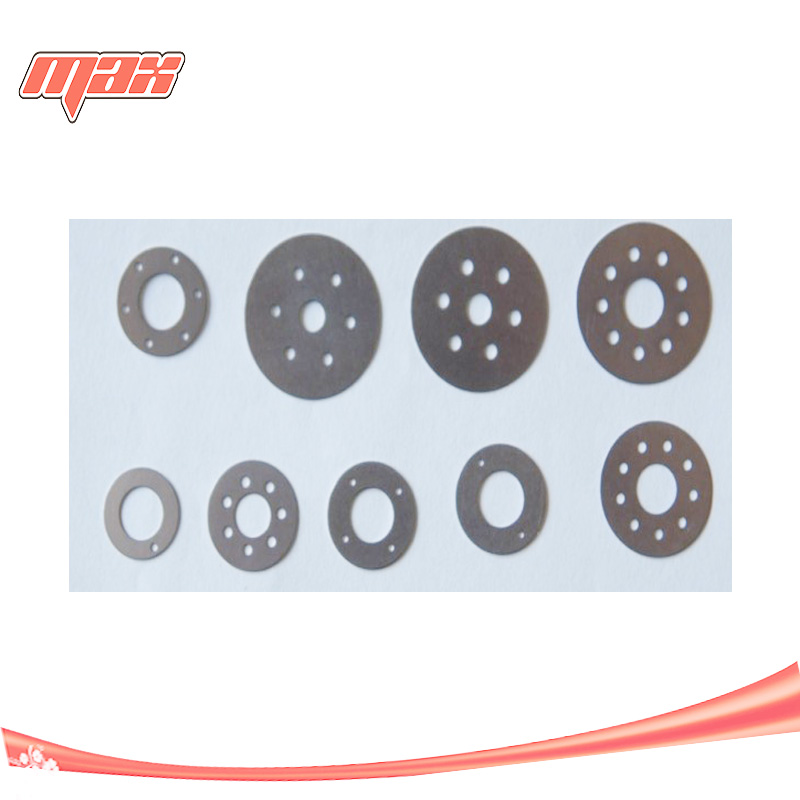
Деталі порошкової металургії амортизаторів (поршень, базовий клапан, напрямна штока) для автомобіля та мотоцикла






Наш завод розташований у Китаї, місто Нінбо.
Ось декілька відео нашої фабричної виробничої лінії.
Max Auto Parts ltd є двома провідними виробниками амортизаторів, промислових амортизаторів амортизаторів у Китаї.
Поршень з спечених частин, базовий клапан і направляюча штока відіграють важливу роль в амортизаторі,
Не секрет, що в минулому деякі китайські фабрики не дбали про якість, що спричиняло багато проблем, у цій ситуації наша фабрика шляхом вдосконалення технічних засобів, зміни машин, точності та якості досягла схвалення найкращих виробників амортизаторів у світі. , як Bilstein , VW .
Nзараз наша фабрика отримала сертифікат IATF TS16949.
1.Поршень, нижній клапан,стриженькерівництвозробленоТехнологія порошкової металургії. Використовуючи порошок fe-c-cu, форму пресують, спікають і обробляють.
2. Особливості продукту:
Поршень і нижній клапан в основному забезпечують амортизацію амортизатора,стриженькерівництвов основному посібник длярух штока поршня.
Технологічний процес: змішування порошку – формування – спікання – очищення -Обробка парою – згинання –Прес-втулка-Перевірка зовнішнього вигляду, упаковка
Змішування порошку: порошок Fe – C – Cu через сито високої щільності для видалення домішок, автоматична змішувальна машина на 360 °, що обертається більше 4 годин, забезпечує рівномірне змішування матеріалу
Формування: прецизійна форма з автоматичним гідравлічним пресом з ЧПУ, щоб гарантувати, що щільність усіх деталей відповідає вимогам процесу після пресування.
Спікання: виріб контролюється піччю спікання сітчастого стрічкового типу, яка забезпечує відповідність механічних властивостей і твердості виробів технічним вимогам.
Занурення в масло: помістіть продукт у посудину високого тиску, щоб масло могло повністю проникнути в пори продукту та уникнути іржі в подальшому циклі.
Пластик: прецизійна форма з повністю автоматичним гідравлічним пресом з ЧПУ, щільність продукту та механічні властивості додатково покращуються після пресування, а розміри відповідають вимогам креслення.
Механічна обробка: обробка отвору, паза та інших деталей виробу.
Очищення: сітчастий ремінь використовує ультразвукову очисну машину для видалення домішок і залізних ошурків.
Обробка парою: виріб обробляється парою в електричній печі, що покращує механічні властивості продукту, а поверхневий шар окислення допомагає запобігти іржі.
Упаковка: поршень покритий повністю автоматичною машиною з числовим керуванням, що охоплює PTFE мастильний ремінь.
Прес-втулка: запресована у втулку DU.
Перевірка зовнішнього вигляду, упаковка.
3. Специфікація:
| Деталі продукту | |
| Назва продукту | Спечена металева порошкова деталь для амортизатора |
| матеріал | (MPIF 35) FC-0205 (DIN 30910-4) Sint C10, Fe, баланс, Cu 1,5-3,9%, C 0,3-0,6% |
| Щільність | 6,4-6,9 г/см3 після парового окислення |
| Твердість | 60-115 HRB, навантаження 1 кН, діаметр кулі 1/16″ |
| Обробка поверхонь | Парове окислення, 2 години, Fe3O4: 0,004-0,005 мм, ступінь окислення 2-4% |
| Невизначена толерантність | ISO 2768 – m / H14, h14, +- IT14/2 |
| Зовнішній вигляд | Відсутність кришень, тріщин, відшарувань, пустот, розпушеності, виїмок на металі та інших дефектів |
| Потік процесу | Змішування порошків – Формування – Спікання – Просочення маслом – Проклейка – Ультразвукове очищення – Парове окислення – Просочення маслом – Остаточне перевірка – (+ втулка DP4 / + стрічка PTFE) Упаковка |
| застосування | Для амортизаторів автомобілів, мотоциклів і велосипедів |
| Наші переваги: | 1. Більше поточних 3000 форм, заощаджуйте вартість форми 2. Сертифікат ISO/TS 16949:2009 3. Конкурентоспроможна ціна 4.Строгий контроль якості APQP、FEMA、MSA、PPAP、SPC |
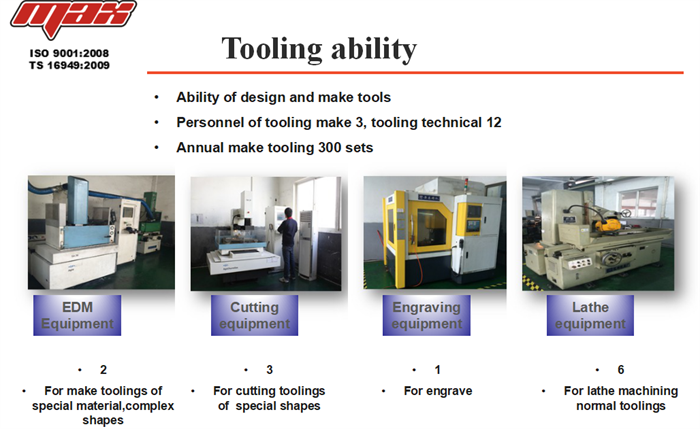
4. Виробничі потужності

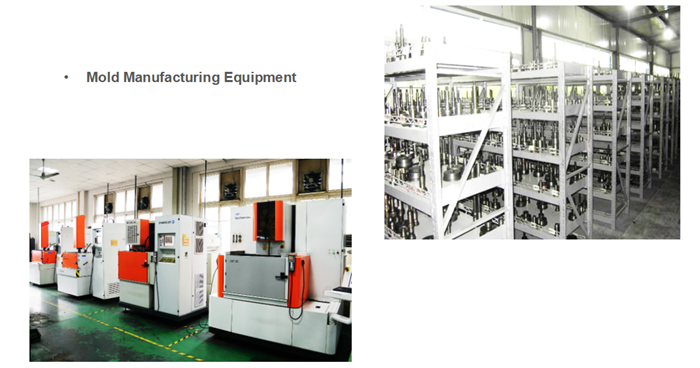
模具设备

Приміщення для обстеження


Категорії товарів
-
Гарантія якості Sandvik 20C Амортизатор щі...
-

висока якість і дешева ціна виробника для N...
-

Заводська ціна та висока якість NBR Neoprene HNB...
-

Китайський амортизатор мотоциклетних деталей задній амортизатор...
-

861412023A oem амортизатор хороша ціна авто р...
-

Пилозахисний чохол буфера гумового амортизатора автомобіля для...





